桃園青創指揮部 Maker space CNC操作說明
1.工作前注意事項:
使用maker space電腦之 「Ucancam」製作CNC專用之G-code程式碼
- 支援匯入格式:AI、DXF、BMP、JPG、PNG、TIF、EPS、PLT、UCC、
- (因為軟體授權種類不同)Ucancam不支援之格式:STL、OBJ
自備G-code控制碼
- 請自備隨身碟並且格式化為FAT架構
- 將設定好之.nc檔案直接讀入CNC
使用雲端Fabmodules.org進行切割G-code製作
- 準備檔案輸出1200DPI的PNG黑白圖檔
- 連上fabmodules.org -> 上傳圖檔 -> 選擇 G-codes(.nc) -> 選擇 (PCB traces 1/64)刀具
- 更改 Spindle speed (RPM) 到15000

點選Calculate 檢閱藍色線條雕刻路徑,紅色線條是刀頭拉起位移的路徑

參數設定:
cut speed (mm/s)切割速度
- 預設4,建議先從2或1開始試試看
plunge speed (mm/s)下刀速度
- 預設2,怕死也是先降到1
spindle speed (RPM) 主軸轉速
- 預設10000,建議拉到15000或20000
tool diameter 刀具直徑
- 預設0.4,實際需依照你選用的刀子進行調整
cut depth 切割深度
- 預設0.1,實際依照你選用的刀子進行調整,建議不要超過刀子的直徑
direction: 加工方向 ,預設Climb
Climb刀面先接觸要切割的加工材
- Conventional 刀尾接觸加工材 *
*
* 以下是看不懂不會設定的,懇請專家分享經驗
* number of offsets (-1 to fill):
* http://www.cnccookbook.com/CCCNCToolManagement.html
* offset overlap (%):
* path error (pixels):
* image threshold (0-1):
* sort path:
* sort merge diameter multiple:
* sort order weight:
* sort sequence weight:
設備加工規格(型號:SK3226)
加工尺寸 300 X 250 X 80 mm
主軸轉速 6000 - 24000 rpm
最大運動速度 4500 mm/min
XYZ三軸解析度 0.0125mm
刀具與夾具
加工請自備洗刀
提供夾頭尺寸:3.175MM、6MM、12MM
現場刀具借用(用斷要賠阿):0.2MM平底尖刀、0.5MM平底尖刀、22MM 清底刀
刀具購買:淘寶或鄰近刀具供應商
刀具種類介紹:電腦輔助塑膠模具設計製造 能力本位訓練教材
固定刀具與更換夾具
22號版手在上,30MM版手在下,「向左右打開」為放鬆、「向中心收合」為鎖緊
夾頭需要平整的固定在固定鑼帽中再鎖上

- 盡量讓刀具在夾具中夾持多一點的比例,若刀子不夠長,則評估把加工材料墊高一點,避免主軸撞到加工件或固定夾具

固定加工材料
直接使用金屬夾具進行固定加工件
使用金屬夾具,固定加工緩衝材,在利用雙面膠把加工版材固定在緩衝材上
向櫃檯登記取得220V延長線
2.工作中操作流程:
安全須知
機器運轉中:使用人請勿離開,請勿開啟防護罩
若有任何問題請立即向管理人員反應
開機/關機
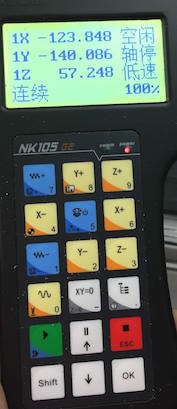
- 紅色按鈕,開機後會歸位到機器圓點,畫面如下
Shift按鈕:按著shift鈕再按其他按鈕,可啟動按鈕左下角的功能
移動主軸
米白色系列按鈕:
上下:Z+上升、Z-下降
前後:Y+平台往後、Y-平台往前
左右:X-主軸向左、X+主軸向右
歸零校準
XY軸歸零:XY=0
Z軸歸零(Z=0):shift+XY=0
G-code載入
- 白色選單按鈕
加工速度(S1最慢 - S7最快)
Shift+7:加速
Shift+1:減速
回到加工原點
- Shift+5
回到機器原點(左下最高點)
- Shift+4
對刀(刀具接觸加工材表面)
右下角白色OK按鈕進入手動設定選單,用白色的上下按鍵選擇修改選項,運用上面數字鍵輸入手速,前面High speed/ 後面是 LOW speed
「步XY」跟「步Z」 最小可設 0.001mm,最大可設10000mm
輸入完畢後按OK儲存設定,再按Esc回到主選單
對刀流程:
手速拉到2000,運用4(X-) 6(X+) 8(Y+) 2(Y-)移動XY軸到要對刀的加工件上方
按下 3(Z-) 降下刀頭到很靠近加工件表面,但不要碰到!!!
手速降到10,再度下降,拿一張紙墊在刀子跟加工件上面,一邊降一邊抽紙張,感覺到紙有點卡住之後,按 Shift+「XY=0」按鍵完成Z軸歸零。
由於本機器加工平台有平坦度的誤差,據說XY軸左右前後大約有0.1~0.2 mm不等的誤差,我會在把刀子移到加工件以外的懸空處,再將刀子降到 - 0.02左右,再做一次Z軸歸零。
完成歸零作業
PS. 如果加工平坦度誤差不能超過0.2的東西可能要先用22MM的清底刀先把加工件的平面整個刷一次。
